Made In Pontiac, Part 2
by Eric White, Reprint with Society permission only
Wild About Cars: So, they had the body mount cushions all loaded onto the spud wrench?
Carl Papke: The doughnuts were all setting right on there, and the spud wrench was up through ’em. When that body came down they’d guide that spud wrench into the hole, and that would bring the body down onto there. They matched up. They didn’t have a lot of problems other than cross-threaded bolts, or maybe one of the rubber body mounts would fall off as the body was getting shifted around.
The guy didn’t have time to set there and pick that up off the floor to put it back in there. He put the bolt in it, and they’d take a piece of chalk, mark an X on the side of the frame which indicated that it had a body mount that was defective. Something was missing; a bolt wasn’t in. Maybe that guy was behind and he just let that one go. He didn’t even try to do his job putting the body bolt in. He just put an X on the frame. As it went through they had inspectors. Them inspectors would look at all of this, and they would see the X on the frame and then it would go into final repair. When the car was already running and assembled, they would go back and redo these defects in the car.
After they put the body on, the first thing that would happen was the radiator support went on. The inner fender wells would go on before the fenders. Then the fenders would go on. There was another assembly line that come in that carried the grilles.
WAC: The grilles and the header panel were all pre-assembled?
CP: Yea, on a separate line, off to the side. The radiator was already in the core support itself. That just had two big bolts that come through the frame on rubber cushions, and that was the first thing they put on. It just set on there and kind of flopped back and forth. Everything else went in.
The fender wells came in and the fenders went on. They had a system, and it went together amazingly quick. Once everybody knew their job and this assembly line was rolling, we were putting out 80 cars per hour. Up on the radiator line, which was on the second floor, they would look at these manifests; one on the radiator and one for the support itself. They would match these two together, and set that radiator in there. That would all be bolted in.
By the time it came down to the main line, the horns, hood latch, battery tray and different things would all be bolted to that. The next thing that happened was the headlight wiring harness would already be laying across the cowl of the car, and that guy would reach up and grab that and stick ’em through the holes in the support. Two guys would be coming in on each side of the car with inner fender wells, and they would set that in there. A couple of bolts would hold that on, and some screws would be put into the fender as it was set on.
While one guy was setting the fender, another guy would have a plastic block like a quarter of an inch thick. He’d stick that into the crack and the first guy would push the fender right back to it. That was their way of making sure there was X amount of gap between each fender and each door.
Not that it always worked, but basically it went that way. They would look at it, pull one shim or two shims out of an apron, and within ten seconds that fender was on the car and getting tightened down. It was just that quick. It sounds amazing, but if you seen them guys doing the same thing standing there eight hours a day, after thirty days they could do amazing things. Just literally throw fenders onto cars. They didn’t scratch ’em up. They didn’t chip paint off of them. They’d just literally throw them into place. The guy next to him knew that he had to be there to stick his spacer block in there or else he was holding somebody else up.
And everybody wanted to be done so they could stand around and light their cigarette or drink their coffee before the next car got there. If you’re building 80 an hour, you don’t have but seconds between each one of them. The most we ever built was eighty-one an hour.
WAC: At what time of the year did that rate usually occur?
CP: Eighty-one an hour was like in December, January, February, and March. Things were rollin’ along real smooth. Everybody knew their job. Repairs were way down. They would build cars that didn’t even need a repair. After the first three months the repairs would drop right off. They had just a skeleton crew in the back end of plant 8 that took care of all of that stuff.
WAC: How well aligned was the front-end sheet metal during assembly?
CP: Well, they had six guys at the end of that line that did nothing but align hoods and fenders and bumpers. Each one of them was responsible for every sixth car down the line. He’d just count six cars and start to work on that. They had their own carts with their special tools, bars, boards and stuff. They used 4x4s wrapped with carpet on one end and had handles carved out of other end. That was their special tool for adjusting bumpers. If a bumper wasn’t just, right, they’d take them posts and hit the bumper in the right spot. If it didn’t move, why, they’d just hit it harder the second time. They didn’t loosen any bolts.
The endura bumpers really gave them fits when they first came out. It took a while to find the right pry points, but pretty soon they figured out how to put a long metal bar into the radiator support in just the right spot to spring the whole front bumper. They used the 4×4 on them endura front ends once in a while. My friend Lee even saw a guy hit one so hard one of the headlights got knocked out and ended up on the floor.
This was a seniority job and those guys really knew what they were doing. They could look at a hood; lift it open; loosen one or two bolts; tap the hinge with a little brass hammer, and that hood would be aligned when they closed it back down. You figure that each guy was responsible for up to a dozen cars per hour. That’s, what, about one car every five minutes? Of course, not every car needed work, but those guys were good.
WAC: How many plants were in the Pontiac complex?
CP: The foundry was to the south. Next to that was the engine plant, which was Plant 9. In back of that was the heat-treat. There was a rail dock where the fork trucks unloaded rail cars. Then Plant 8, which was three and a half floors with a basement. Skilled trades was in the basement. North of Plant 8 was another rail dock. That’s strictly where the frames came in. There was also another rail where they loaded rear ends out of Plant 5, which was the first plant north of Plant 8.
They would load the whole third members into rail cars and ship them to other plants. Underneath that same roof in Plant 5, which was huge, you had nickel plating. That was Plant 2. Beyond that you could go underground in a tunnel, and come right up into the basement of Plant 14, which was the stamping plant. They stamped hoods, bumpers, fenders; any stamping was there.
East of that Plant 14 was a plant called 52. That was strictly a skilled trades plant. That’s where they built tools. They built all of the machinery. If a machine over in Plant 9 needed something special made for it, they’d build it over in 52. Tool and die makers, machinists of all kinds were there. They’d build fender dies. It was strictly broaches and milling machines, and huge machines that I couldn’t even tell you what they did.
The farthest to the south was the foundry. They poured rear end housings, engine blocks, intake manifolds, heads, all kinds of castings. Their basic production was motors. They’d have like a dozen blocks on a pallet, and they’d come into Plant 9 which was the engine plant. That’s where they would rough bore them. There were machines doing four different operations at a time.
WAC: I’ve heard stories of plants letting fresh cast blocks set out in the weather to cure before doing the machining on them. Any truth to that story?
CP: I don’t think that they set them out to cure. I think that they just set them out there to get them out of the way. When the foundry was running, it would be running two twelve-hour shifts to keep up to Plant 9. Plant 9 was an amazing engine plant. They could really build engines. We’re talking a plant here that’s the size of two football fields long and three wide. They had huge machines that did nothing but machine aluminum pistons from the rough form into the finished product.
There was a connecting rod line that made connecting rods. A crankshaft line. Each individual piece was a huge operation in itself that mass-produced stuff for not only Pontiac, but also other places. They would make parts for other factories and ship out the finished crankshafts and finished connecting rods and finished pistons. They had machines two stories high that was piston machines that was automated. Even at that early date they were automated.
The back end of Plant 9 had what they called heat-treat in it. That’s where they heat-treated the camshafts, crankshafts, flywheels, anything that needed to be heat-treated, that’s where they did that at. It was a good place to be in the wintertime, but it was 140 in the summer. You just couldn’t imagine anybody working in there. I walked through that place. Huge open flames coming out of stacks. Parts coming out of there: ring gears for rear ends, pinion gears, everything that had to be heat-treated was done there. They would be coming out of there, and they were completely glowing red and on a huge shaker.
That’s where all our machining was. They didn’t set the blocks outside to cure, they just set them outside to store ’em; to get them out of the way. And they would be rough castings with no machining done on them. The holes were in there for the pistons, but it was rough.
WAC: What kind of inspection did the blocks go through as far as detecting things like core shifting?
CP: Well, my dad used to be a block inspector. He was a block inspector for Oakland Motor Car Company back in 1927, ’28. At that time they inspected them by eye. The block inspections that I remember; guys would walk up with feeler gauges and they would check this and check the bore size.
The piston hole in a block, when it was a finished product, was either an “A”, “B”, “C” or “D” hole, depending on how many thousandths that was. The same way with pistons; there was “A” pistons, “B” pistons, “C” pistons, and “D” pistons. Anything that didn’t fall in that category was scrapped. It was undesirable and they would junk it. It would go back to the foundry and be melted and re-poured over. Everything had a tolerance on it. The crankshafts had a tolerance.
I never watched them machine a cam, so I can’t tell you about that, but I’ve watched them assemble the motors. The torquing on the rods and the mains was all done by air pressure. The nuts were started by hand to make sure they were started straight, and then they were torqued with air. Nobody checked them afterward, except an occasional spot check. The heads were torqued down with an air wrench that was set. It was done by hand and in a set pattern. That wrench; they would just run it until it quit, and it was at the right torque.
WAC: They weren’t torquing in stages like the engine rebuilders do?
CP: They run it until the wrench stopped. Each wrench was set, and it would stop within one foot-pound every time. They would run it right down. Any of the torque wrenches in the plant, that’s how they would run until they quit.
WAC: How often were the parts checked?
CP: I would say, they checked maybe one in ten. If it was within one or two foot-pounds, that was considered acceptable. The inspector was right there all the time. They would be running a hundred blocks an hour, and he was checking every tenth block. He would check as many as would keep him busy. If he could check every fourth block, he’d check every fourth block. He would just spot-check them with a hand held torque wrench.
If he found a certain bolt that was low, then he would go right to that same bolt on the next block. As soon as he found one defective, he’d go right there. If the next one was short, he’d stop that line right there. They’d call machine repair and they’d set that wrench up. Maybe they’d change the wrench; maybe they’d oil it. Maybe one wrench had busted a socket, and it wasn’t tightening all the way. They’d visually inspected everything, but they spot checked as quick as they could.
WAC: Did you ever work in the engine plant?
CP: No, I never did work in Plant 9. But during lunch or breaks, I’d go over and watch the engines being run up on the big turntable. I had a friend who worked in Plant 9, and when I bought my ’64, he handpicked all eight pistons for it. He handpicked the block. He knew from the manifest when it was time for my block to be built. He just took the block that was going to be mine off and set that handpicked one on. The block in my ’64 had seven “A” holes and one “B” hole. Of course, you didn’t want to put an “A” piston in a “B” hole, so we had seven “A” pistons and one “B” piston.
The pistons were put in by hand. Once you got the block there you set the box with the eight pistons there, and the guys would assemble them that way. That’s all you had to do was say, “Here, these eight pistons go with this block.” As far as rod bearings, main bearings, cams, or anything like that, you took what came. The only thing we hand picked was the block and pistons. The same rings went on every piston, it didn’t matter if it was an “A” piston or a “D” piston, it took that type of ring.
They assembled it, and the engine ran great. It was extremely quick. Out on the road it was smooth. It was a four-barrel engine that I had beaten tri-powers with. Not only one, but basically every one I come up against. I ain’t sayin’ I beat ’em every time, but if we raced three times, I was pretty much assured to be winning two of those races.A lot of times it was awful close.
One of the fastest cars around was owned by Tom Gold out of Brown City, Michigan, and I beat him with that ’64 car. I never raced my ’64 against a Royal Pontiac car. With my ’65 car, I raced a Tiger Gold Royal Pontiac car that was on their team; it wasn’t the Royal car. They had a team by then, and they had two or three guys. One of them cars was a Tiger Gold car, and I raced him south of Marlette right on M-53.
I’ll never forget this, we almost had a head-on accident doin’ it. I beat him, and I wasn’t letting him in. He was in the suicide lane and I was in the southbound lane as we headed south. I was about two feet ahead of him, and I wasn’t quitting. I wasn’t getting off of it. A car come over a knoll, and I took the shoulder probably doin’ a hundred and ten. He came into my lane, and that oncoming car went shooting by. A close call, but Royal bit the dust.
Talking about my first car, I ordered that car. I had maybe six weeks in when I ordered that car. I put $50 down at a dealership in Marlette, Michigan, at Wilson’s Buick-Pontiac. I went in there and told them I wanted a Grenada Red ’64 GTO, 4-speed, positraction, black interior, a radio, no power brakes. I wanted a fast car. At that time I didn’t have any money saved, and I was bringing home $97 a week. I had to have $450 down payment when that car came in six weeks.
If your car was scheduled to be built during your shift, they’d give you time off to watch your car go down the line. Of course if it was to be built during another shift, you could still go down the line with it, but you didn’t get extra time off on your shift. I watched both my GTOs get built.
But back to the engine plant. I never worked in that plant. I worked on the motor bridge. That was second floor of Plant 8 where I was a utility man and did most of the jobs that was up there. I set up the K19 bench which was the emission control engine. That’s when the only motors that had emissions was California-bound cars. Cars that were gonna stay in this state or this area or Canada didn’t have emissions on ’em.
The K19 engine was an extensive program of hoses and valves, and we had a diagram. Nobody knew anything about it or how to build it. But, because I was the utility man, and I had more time than anybody else, any time I had a day when I didn’t have to work in somebody else’s spot, well then, I went over there and worked on that bench until I could build these.
From what I remember, there’d be one about every two days come up, and I’d have that engine setting back for two days building that smog control unit, and having it all ready to go so when the empty hook on the line came up for this car that was California-bound, well, I would set that complete K19 engine in that place.
WAC: Why would a car built in Pontiac have to be sent to California?
CP: Dealer ordered. Just the way they ordered them.
WAC: Typically what was going out there? Full sized cars? A-Bodies?
CP: B-bodies, GTOs, anything. Didn’t seem to set a pattern. I don’t know what it was. Just every once in a while a California car would come through. And near the end there, by the time we got into model year ’67 there was four and five an hour coming through that was California-bound.
I don’t know if they could get a car quicker from Pontiac rather than order it from the Fremont plant. It had to be that reason, I don’t think it was anything to do with quality control. I know dealers from Pennsylvania that ordered cars from Pontiac Motor. Them cars were going all over the United States.
WAC: Could that have been a customer request perhaps?
CP: No, I don’t believe it was a customer request, I think it was a dealer request. If it was taking seven weeks to get a car in New York, or eleven weeks to get a car out of someplace on the east coast, and it was only taking five weeks to get it out of Pontiac, well, they were roughly ordering them quicker. And also, I think that if one plant was lagging behind in sales, maybe the company itself would steer dealers toward that plant.
I don’t remember dealers up here getting cars from Fremont, California or from New York, or Virginia I think there was a plant. I don’t remember cars come in like that. Every car that was around here was built at Pontiac.
WAC: Both the full-sized B-body and the intermediate A-body were built right on the same line one after the other?
CP: They were both built in the same plant, at the same time, one right after the other, two after the other. If they wanted two Bonnevilles, which wasn’t uncommon, they’d build two Bonnevilles right in a row. Basically they seemed to be built just as the orders came in. If the customers out there that day were ordering a lot of Tempests and LeManses, that was what was being built.
WAC: Was there a certain pattern at the beginning of the year when the dealers were ordering their stock?
CP: At the beginning of the year you’d get a lot of cars that was family grocery-getters. Catalina hardtops. Star Chief four-doors. They were ordering the car that was the most sought after by middle class America at the time. They were putting new cars into dealer’s showrooms. They also had a tendency to build the desirable looking car, a Bonneville two-door hardtop, Grand Prix, the GTO.
Usually if a dealer got a car and it was a GTO, it didn’t come with tri-power. It would be more apt to come with a four-barrel, automatic, column shift. If you ordered a ’64 Goat and you ordered an automatic transmission and you didn’t specify it, you got it shifted on the steering column. It didn’t come automatically on the floor, that was an option. If you ordered a GTO and you ordered a straight stick, and didn’t order a four-speed, you got a three speed on the floor. They never put their sticks on the column. You got a three-speed on the floor, and it had a Hurst shifter.
WAC: In ’66 and ’67, wasn’t the standard three-speed transmission shifted from the column?
CP: Not to my knowledge. No, the standard powertrain was three on the floor on the GTOs. I’ve never seen a GTO with a three-speed on the column. I’m not saying it never was built, but I never saw one built in the factory. If you ordered a four-speed, you had to order the console if you wanted that. If you didn’t, you got just a bare lever stickin’ out of the floor with a rubber dust boot around it.
That was their popular model; four-speed, no power, four-barrel, positraction rear ends. Both cars that I ordered were red cars with a black interior. The ’64 had one four-barrel, a four-speed, and a 3.55 positraction rear end. I ordered that rear end because that was the thing to do.
When I ordered my ’65 car, I ordered tri-power, a close-ratio four-speed, which was an option at that time, and I ordered a 3.90 gear in that car. Tired of waiting for that car to come, five weeks down the road, I took an Iris Mist hardtop with tri-power, four-speed, console, spinner hub caps, a vacuum gauge, and a vinyl roof. Iris Mist was a special-order paint.
I took that car as it came into the dealer. That car was ordered by the dealer that way, and he optioned it out a lot. He didn’t order air conditioning. He knew I was waiting for my red car to come, but the car he had ordered for himself was ordered before I even ordered my red car. He knew I was waiting for it, but because he had gotten this dealer car in first, he thought maybe this guy is anxious for his car. He’ll accept this one. And I did.
My friend Lee and I both ordered our GTOs on the same day from Wilson’s. Lee was getting tired of waiting for his car too, so that Saturday morning when the dealer called me, Lee and I went down together to see these two GTOs that had come in. Lee didn’t mind taking the white one, and this Iris Mist car had more options on it than I had ordered, and the dealer was going to sell it to me for the same cost as the red car I’d ordered. And I’m not sorry I took that particular car. Today I’m not. At the time I was. I wanted my red car. It beat me on the street three days later.
Topics covered in Part Three:
- Living with a brand new ’65 GTO.
- The motor bridge.
- Driving cars to Plant 16.
- Ram Air cars.

Made in Pontiac PT2 Image 1
Here’s where a car starts looking like the real thing. The Body Drop.

Made in Pontiac PT2 Image 3
The body bridge coming in from the Fisher Body plant. This view shows the back end of plant 8. Bodies arrive in Plant 8 via the upper bridge. Empty carts return to Fisher plant via the lower bridge
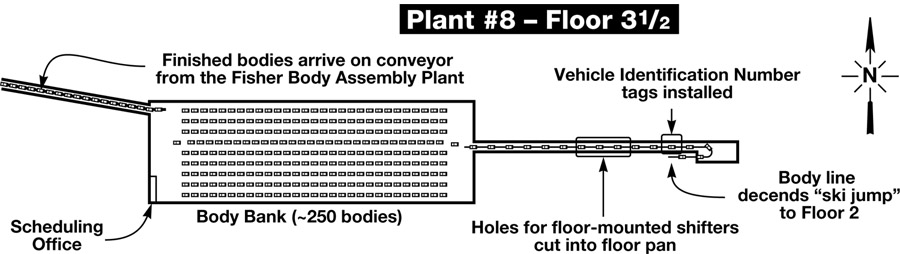
Made in Pontiac PT2 Image 5
The floor plan of the third and a half floor at the top of Plant 8.

Made in Pontiac PT2 Image 7
The Body Bank on the third and a half floor.

Made in Pontiac PT2 Image 9
The parts receiving area in Plant 8

Made in Pontiac PT2 Image 11
More parts on the receiving docks.

Made in Pontiac PT2 Image 13
A view of the main assembly line. Cars on the right are moving toward the camera. Front wheel alignment is at the start of the line on the left.